
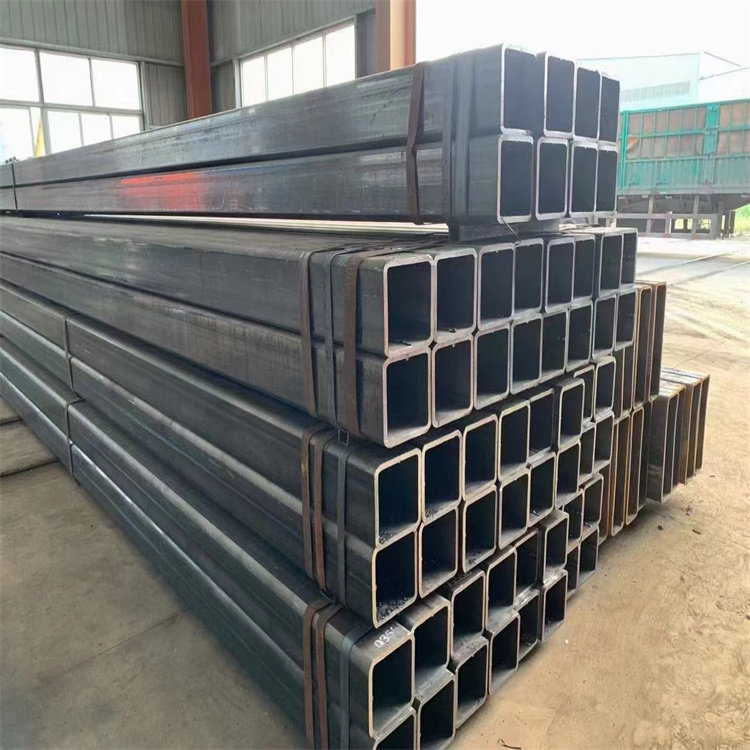
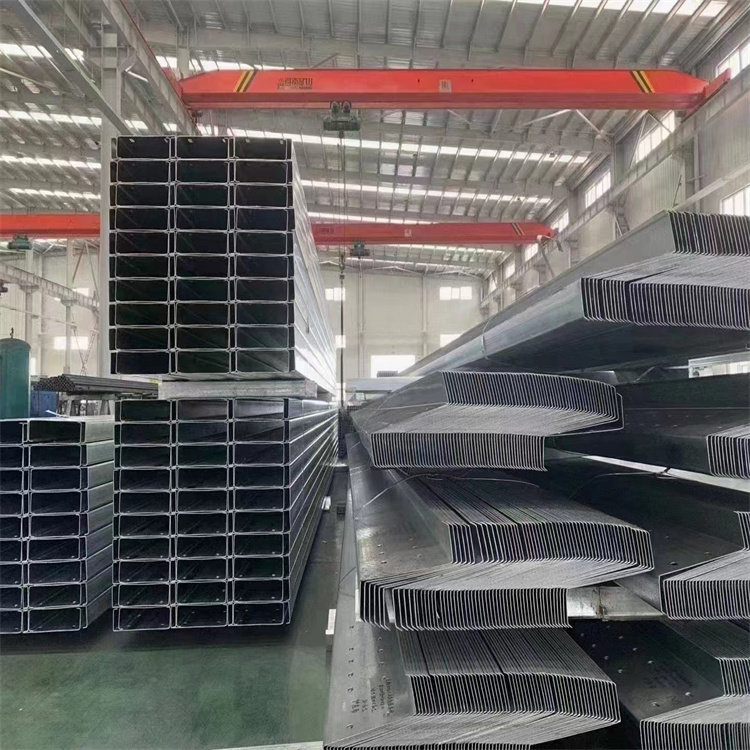
轧三运城材质Q345C方管无缝方管110x110x5方管
轧三运城材质Q345C方管无缝方管110x110x5方管的冶铁技术在春秋晚期宝锋出,遥遥于世界,创造了灿烂的铁器文明。一个重大的里程碑是生铁的面世,生铁的出现催生了两大发明:一是用生铁退火韧性铸铁,二是用生铁为原料制钢。这两大发明对战国与秦汉的经济和事发展至关重要,在一定程度上,也促进了中华民族的统一和发展。生铁的出现得益于烧陶和冶铜技术的成熟和提高,为冶铁创造了高炉温的条件。铁矿石得以在温度较高的炼铁炉中还原并渗碳,得到含碳3~4的液态生铁。

山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。

轧三运城材质Q345C方管无缝方管110x110x5方管据悉,进入9年代后,我国塑料管材管件的生产能力迅猛增长。据 化学建材协调组统计显示, 年增长约1万吨,创造了我国塑料管材发展的水平。现在,塑料管材增长率是世界,目前增长率是15%,将来增长率还要提高,市场越来越多的需要高质量的塑料管材管件,尤其需要大口径管道,以后的市场必从塑料管道向大[J径发展。材管件质量和应注意的问题现在塑料管材的应用越来越多,自从 颁布不用镀锌管后,塑料管材管件就成了新宠,但是市场上的管材良莠不齐,塑料管材管件的质量越来越重要了。对存在的问题应加强检查,分析原因并制定预防纠正措施,问题解决以后进行验证,记录形成闭环。中应按要求准确、完整、清楚地填写有关原始记录。格执行加热制度和待轧制度,升温时先升均热段,待轧制顺利时再升加热段;降温时先降加热段,然后再降预热段, 降均热段。 质量差、空燃比在1.3以下或轧制节奏太快、出炉钢温不能满足生产要求时,及时反馈调度,建议控制轧制节奏,并好待温记录。8加热过程中应密切关注各段炉温和钢温情况,当炉温超过加热要求时,应立即采取纠正措施,并在记录上记号,并注明原因。调节烟道闸板,严禁炉头炉尾冒火或吸风,炉膛压力控制在1~3Pa为宜。1无论正常生产还是事故停产时,烧嘴前的空气蝶阀均不得关死。正常生产时,所使用烧嘴前的空气蝶阀应全,不使用烧嘴前的蝶阀应保留1/5度。热炉送 程序1.2.1对检修后的炉子,应对 管道系统、阀门、法兰进行试漏,确保严密无漏气。2逐一检查确认所有的 烧嘴阀门必须处于关闭状态。查各段 放散阀必须处于全状态。段 、空气蝶阀必须保留一定的度。打烟闸,无负荷启动鼓风机。 前应先用氮气清扫 管道,将管道内的空气排干净后方可送 ,并要把 送到炉头。热炉点火程序1.3.1点火前准备好火把,检查 和空气压力必须处于正常状态,水冷系统正常。火前在 管道末端放散阀处用试验筒取样 试验,试验合格后方可点火。3点火作业时,必须有专人指挥,一人执火把,一人阀门,一人。嘴空气阀门1/5往炉内送风。炉内送明火,距离烧嘴约1mm。慢打烧嘴前 蝶阀直至点燃。果烧嘴点不着或点着又灭,则停止点火,立即关闭该烧嘴 阀门,查明原因,完毕后排空气15分钟,在按上述步逐点火。嘴点然后,适当调节空燃比,使烧嘴燃烧情况达到正常。闭各段 放散阀。1烧嘴必须逐个点燃,有临近的烧嘴必须有专人监护方可引燃(炉温达到7℃以上自燃)。全部烧嘴点然后逐个调节,待燃烧正常后切换至工控机控制。调整烟道闸板位置,保持炉膛微正压。热炉停炉程序1.4.1关闭所有 烧嘴阀门。逐一确认关闭无误后,全部打烟道闸板。段 、空气蝶阀必须保持一定的度,手阀门全处于手动状态。到关闭 总阀通知后,先用氮气管接通 管道送氮气,然后打各段 放散阀对管道内的 进行扫,确认扫干净后,关闭氮气阀门,在 管阀门处翻盲板。4待炉温降到5℃以下方可停风机。换蓄热室蓄热球工作程序1.5.1轧制车间加热炉人员提前打所有蓄热室炉门。制车间安排拆除所有蓄热室炉门砌砖。制车间安排4个人负责两个蓄热室蓄热球的掏出。出蓄热球后,由轧制人员负责炉篦检查。制车间安排4个人负责两个蓄热室蓄热球的装入。规定的时间内(12小时)必须完成以上工作量。他车间人员给予全力配合轧制车间更换蓄热球。
28-86标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
生产 ;3-12MM。
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
轧三运城材质Q345C方管无缝方管110x110x5方管带钢的横向厚度差(即断面形状的变化)和板形的变化是由辊缝形状的变化引起的。影响辊缝形状的因素有:1)轧辊的性弯曲变形。它使辊缝中部尺寸大于边部尺寸,带钢边部产生凸度,带钢边缘减薄。轧制压力越大,轧辊的性弯曲变形越大;轧辊直径越大,刚性就越好,则轧辊的性弯曲变形越小。轧辊的热膨胀。轧制时轧件变形产生的热量、轧件与轧辊的摩擦而产生的热量都会使轧辊受热。冷扎润滑液又会使轧辊冷却。由于沿辊身长度上其受热和冷却不一致,在各种因素的影响下,轧辊中部比两端的热膨胀大,从而使轧辊产生热凸度,影响辊缝形状。轧辊的磨损。工作辊与带钢之间、工作辊与支承辊之间的摩擦会使轧辊磨损。影响轧辊磨损的因素也是多方面的,:轧辊与带钢的材质,轧辊表面硬度和光洁度,轧制压力和轧制速度,前滑和后滑的大小及支撑辊于工作辊之间的滑动速度等都会影响轧辊磨损的快慢。另外,沿辊身长度方向轧辊磨损是不均匀的,这些都会影响辊缝的形状。轧辊的性压扁。轧制时,由于轧制压力的作用,带钢与工作辊之间、工作辊与支承辊之间均会产生性压扁。